











180-5843-6678

|
|










|
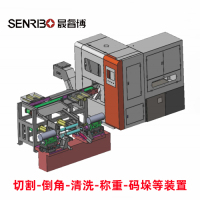
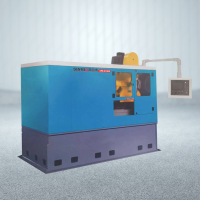
從厚料到薄片:超高速鋸系列的全能切割方案在金屬加工中,厚料切割的 “攻堅(jiān)” 與薄片切割的 “精細(xì)” 向來是兩種截然不同的技術(shù)命題。傳統(tǒng)鋸切設(shè)備往往只能專精其一,頻繁更換設(shè)備不僅增加成本,更打斷生產(chǎn)節(jié)奏。超高速鋸系列以 “全能切割” 為設(shè)計(jì)核心,通過模塊化技術(shù)與智能適配系統(tǒng),實(shí)現(xiàn)從 100mm 厚鋼板到 0.1mm 薄箔的全范圍精準(zhǔn)切割,為多樣化加工需求提供一體化解決方案。 厚料切割的 “破壁” 能力源于強(qiáng)勁動(dòng)力與結(jié)構(gòu)強(qiáng)化。針對(duì) 50-100mm 厚的低碳鋼、合金結(jié)構(gòu)鋼等材料,超高速鋸系列配備雙驅(qū)動(dòng)主軸系統(tǒng),輸出扭矩可達(dá) 800N・m,配合 4.5mm 厚的硬質(zhì)合金鋸片,以 “分層切割” 策略突破材料阻力:初始階段以 150 米 / 分鐘的速度切入表層,待形成穩(wěn)定切口后,自動(dòng)提升至 300 米 / 分鐘的高速切割模式,同時(shí)通過鋸片冷卻系統(tǒng)(流量 5L/min)實(shí)時(shí)降溫。切割 100mm 厚 40Cr 鋼時(shí),單切口耗時(shí)僅 45 秒,較傳統(tǒng)帶鋸機(jī)縮短 60%,且切口垂直度誤差控制在 0.05mm/m 以內(nèi),省去后續(xù)校直工序。某重型機(jī)械廠引入該方案后,厚壁鋼管下料效率提升 3 倍,原材料利用率因切口精準(zhǔn)度提高至 92%。 薄片切割的 “精微” 控制則依靠高精度伺服與減震設(shè)計(jì)。處理 0.1-3mm 的不銹鋼箔、銅帶等薄片材料時(shí),設(shè)備自動(dòng)切換至 “微力切割” 模式:進(jìn)給壓力降至 5-10N,鋸片轉(zhuǎn)速提升至 6000 轉(zhuǎn) / 分鐘,配合特制的聚晶金剛石鋸片(刃口半徑 0.01mm),避免材料因受力變形產(chǎn)生褶皺。為消除高速切割的振動(dòng)影響,工作臺(tái)采用大理石基座(振動(dòng)衰減率 95%),并通過真空吸附裝置(吸力可調(diào)至 0.02MPa)固定薄片,確保切割過程中材料位移不超過 0.005mm。在電子元件的薄銅片切割中,該方案實(shí)現(xiàn)了 ±0.01mm 的尺寸公差,毛刺高度≤0.03mm,完全滿足精密電子行業(yè)的嚴(yán)苛要求,某新能源電池廠因此將極片切割的不良率從 8% 降至 0.5%。
材料自適應(yīng)系統(tǒng)是實(shí)現(xiàn)全能切割的核心支撐。設(shè)備搭載的光譜識(shí)別裝置可在 0.5 秒內(nèi)識(shí)別材料成分(如碳鋼、鋁合金、鈦合金),并自動(dòng)調(diào)用對(duì)應(yīng)切割參數(shù)庫:切割鋁合金時(shí)增加潤滑劑量(1.2 倍于鋼材)以防止粘連,切割鈦合金時(shí)降低 20% 速度以減少鋸齒磨損。同時(shí),智能厚度檢測傳感器(精度 0.001mm)能實(shí)時(shí)判斷材料厚度變化,動(dòng)態(tài)調(diào)整鋸片進(jìn)給量。這種 “一鋸多用” 的靈活性,使某精密配件廠的設(shè)備投入減少 40%,車間無需為厚料與薄片分別配置專用設(shè)備,生產(chǎn)空間利用率提升 50%。 從厚重堅(jiān)硬的結(jié)構(gòu)鋼到輕薄易損的金屬箔,超高速鋸系列的全能切割方案打破了材料厚度對(duì)切割設(shè)備的限制。它以 “動(dòng)態(tài)適配” 的智慧,讓一臺(tái)設(shè)備兼具攻堅(jiān)能力與精微控制,不僅降低了企業(yè)的設(shè)備投入與管理成本,更以流程簡化提升了多品種生產(chǎn)的響應(yīng)速度,成為現(xiàn)代金屬加工車間的 “多面手” 解決方案。 |




